�D���z�F�đ��÷dz��ďV������Ҫ����ä���z�����c�ǔD���z�F�ڼӹ��^
���в����a����м���o��̎���Fм�Ě��������Թ��sһ�������������z
�F�ǘ��_���^�����м�ۣ�����䏊���c�����z�F���Ҫ��ö࣬�ܳ����^
������������ÔD���z�F���ӹ�ԓ���������ݼy�DZ��^���m�ġ�
�D���z�F��ʹ�þ���
�mȻ�D���z�F�е��T�����c������Ҳ�мӹ��ľ����ԡ��D���z�Fֻ�m���ڼ�
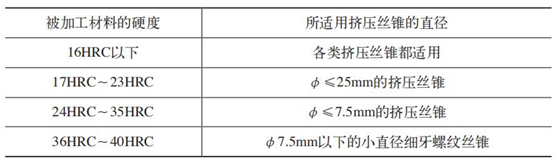
�������^�͡������^��IJ��ϣ����~���X�Ͻ𡢵�̼䓼��W���w���P䓵ȣ�
��ʹ�ÔD���z�F�r��Ҫ�u�����c���� ����Ӳ���c�ݾ�
���������ӹ�����Ӳ�Ⱥ͔D���z�F֮�g���PϵҊ�±���
���ӹ�����Ӳ���c�D���z�Fֱ�����Pϵ��
��ע:ʹ���_�������C���D��ֱ���s30���ݼy�����z�F�D���s1000�w��ĸ��
�D���z�F���ݼyǰ��ֱ���Ĵ_��
�ՔD���z�F�ڼӹ��ݼy�r�����������٣����ǔD�����٣�ͨ�^���ٵ�������
���γ��ݼy���ͣ�������ֱ��Ҫ�����ݼyС����
��ֱ���^С�����F�ݼyС��ƫС���z�Fĥ�p�ӿ������۔�Ȇ��}������ֱ��
�^��t�����ݼyС��ƫ�����Ͳ��������ݼy�����_�����OӋҪ��
��D��ʾ��

a���A�@��ֱ��̫��

b���A�@��ֱ������Ҫ��
c���A�@��ֱ��̫С
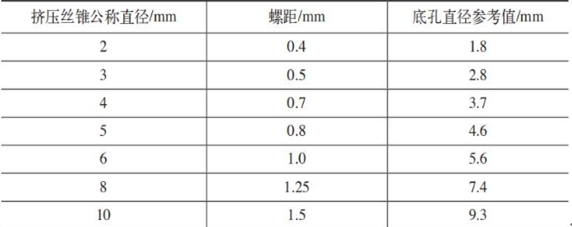
�D���ݼy��ֱ��Ӌ��
���ݼyǰ��ֱ������Փֵ���������¹�ʽӋ��
D�� d�� 0.68LP
D �鹥�ݼyǰ�ĵ�ֱ����
d��z�F�Ĺ��Qֱ����
L���ݼy���ݾࣻ
P���ݼy���Ͱٷֱȡ�
ʽ�� Pֵ�����ݼy�����c��Փȫ�X��֮�ȣ����D�����εĽ���Ӳ�����ã��D
�����ε��ݼy����Ҫ�������ݼy�ď��ȸߵö࣬�D���ݼy�����Ͱٷֱ��_
�� 60%���ɝM��ʹ��Ҫ��������ͨ����r�£� Pֵȡ 65%��˜�ֵ��
����ֱ���ݼy�ڔD�����ݼy�r�ĵ�ֱ������ֵҊ�� ��
����ֱ���ݼy�D�����ݼy��ֱ������ֵ
���z�ٶ��x��
�ܽz�Fֱ�����ݼy�ݾࡢ���ӹ����ϵ����ܡ��z�F���ܣ�Ϳ���c���Пo��
���۵ȣ�������Һ�ȷ�������Ӱ푣��D���z�F�Ĺ��ݼy�ٶ�һ����500��1 200r/min��
��һ�l���������ע����� ��һ�l���ݽz���������@���͝L�쏽���ձ�
|